
見積もりを依頼する
フィルム、ホイル、紙、不織布、または軟包装材のロールを狭い幅にスリットする必要がある加工作業では、切断機構の選択が、エッジの品質、生産速度、材料の歩留まり、および設備のメンテナンスコストに直接的かつ測定可能な影響を与えます。の シャー式エアーカッタースリッター機 これは、空気圧で作動する回転式剪断ブレードを使用してハサミのような剪断動作によって材料を切断する構成であり、パッケージング、エレクトロニクス、医療、産業用材料の加工において最も広く採用されているスリット技術の 1 つとなっています。スコアカット、クラッシュカット、カミソリカットの代替品と比較して、このマシンタイプが提供する特定の利点を理解することは、情報に基づいて資本設備を決定するための明確な基礎を提供します。
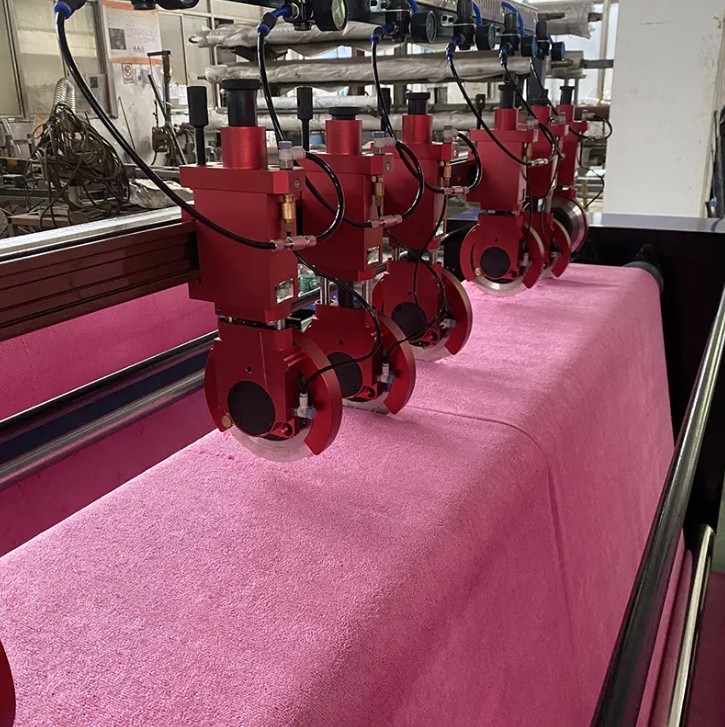
利点を検討する前に、動作原理を明確に理解することが役立ちます。せん断タイプのスリッティング構成では、円形の上部ブレードと下部ブレードのペアがウェブ経路の幅に沿って配置されます。上部ブレードは、制御された量だけ下部ブレードと重なり合います。通常は、 0.5~2.0mm — そして、逆回転する 2 つのブレードは、ウェブがその間を通過するときにウェブにせん断力を加え、ハサミで紙を切るのと同じ機械的な方法でウェブを切断します。 「エア カッター」という名称は、空気圧作動システムを指します。圧縮空気シリンダーがブレード ホルダーに係合および係合を解除し、ブレードを正確に位置決めし、一貫した制御可能な横方向の力を加えて、スリッティング作業全体を通じて正しいブレード間の接触を維持します。
この空気圧係合システムは、機械の最も重要な操作上の利点のいくつかの基礎となります。手動ツールを使用して手動で位置を変更する必要がある機械的に固定されたブレード ホルダーとは異なり、空気圧で作動するホルダーは、コントロール パネルに素早く取り付けたり取り外したりすることができ、各ブレード ステーションに供給される空気圧によって、ブレードにかかる横方向の力 (サイド フォースまたはオーバーラップ フォースと呼ばれる) が直接制御されます。供給圧力を変更することでこの力を調整するには、機械を停止したりブレードアセンブリに物理的に触れたりすることなく、数秒かかります。
エッジの品質は、あらゆるスリッティング操作で最も重要な出力特性であり、シャーカット機構は、幅広い種類の材料にわたって、スコアカットまたはクラッシュカット方法よりも一貫してきれいなエッジを生成します。せん断スリットでは、ウェブ表面に垂直に最小限の圧縮力を加えながら、材料の繊維または分子鎖が近接して通過する対向するブレード面によってきれいに切断されます。これにより、まっすぐで滑らかなスリット エッジが生成され、脆い材料や層状の材料でスコアカットによってよく発生する、不規則な裂け目、発塵、エッジのカールが発生しません。
PET/AL/PE やナイロン/PE ラミネートなどの軟包装に使用される多層フィルムの場合、せん断切断動作により 2 つのブレード間で各層が同時に圧縮状態に保たれ、クラッシュ カット法でラミネートの厚さ全体に不均一な圧縮荷重がかかるときに一般的に発生する、スリット エッジでの層間剥離が防止されます。スコアカット応力下でエッジクラックが特に発生しやすいアルミニウム箔は、せん断動作によって切断応力がスコアラインに集中するのではなく横方向に分散されるため、せん断切断に特によく反応します。
きれいなスリットエッジは、加工および最終用途のサプライチェーンを通じて連鎖的な利点をもたらします。印刷されたパッケージでは、エッジの欠陥により小売店で目に見える品質不合格が発生します。リチウムイオン電池用のバッテリー電極箔のスリット加工では、エッジにバリがないことが安全上の重要な要件です。電極エッジの金属バリはセパレータを貫通し、内部短絡を引き起こす可能性があります。医療用包装では、エッジの完全性がシールの品質検証の一部です。シアータイプのエアカッターの一貫したエッジ出力により、これらの下流チェックポイントでの不良率が減少し、生産チェーン全体の総品質コストが削減されます。
製造オーダー間でスリット幅が頻繁に変化する多品種変換環境では、ブレード アセンブリの位置変更に必要な時間が機械のダウンタイムと人件費の直接的な要因となります。エアカッタースリッティングマシンの空気圧作動システムは、これに直接対処します。ブレードホルダーは精密シャフトまたはビームに取り付けられており、ブレードを外した状態で必要な位置にスライドさせることができます。位置を決めたら、エア エンゲージメント コントロールを押すと、個々のブレード ホルダーを手動で締めたり、クランプしたり、機械的に調整したりすることなく、ステーションごとに 1 秒未満でブレードが切断接触します。
フル機能の機械では、空気圧シリンダーによって加えられるサイドフォースを比例圧力調整器を使用してブレードステーションごとに個別に設定できるため、オペレーターは、ブレードやハードウェアを交換することなく、さまざまな材料やウェブ幅のさまざまな位置に合わせて切断品質を微調整することができます。たとえば、エッジトリムステーションではより高いサイドフォースを適用し、内側のスリット位置ではより低い力を適用します。このレベルのステーションごとの制御は、機械的に作動するスリッティング システムでは利用できず、同じ機械でさまざまな材料仕様を実行するコンバータにとって、プロセスの柔軟性に大きな利点となります。
多くの変換アプリケーションは粒子汚染に非常に敏感です。電子部品テープ、光学フィルム、医療機器の包装、およびクリーンルームで処理される材料は、スリット中にウェブ表面に堆積する切断粉や微小な破片を許容できません。スコアカットおよびクラッシュカット方法では、圧縮力を加えてカットラインで材料を破砕し、特に PET フィルム、ポリプロピレン、コート紙などの脆い材料から微粒子を生成し、スリット ロールと加工環境の両方を汚染します。
せん断切断機構では、材料が圧縮下で破壊されるのではなく、対向するブレード面によって切断されるため、生成される粒子が大幅に少なくなります。きれいなハサミの動作により、切断面に残される材料は最小限で、破片として取り除かれます。必要なアプリケーション向け ISOクラス7相当以上の清浄度基準 せん断スリットは、通常、スリッティングゾーン全体を濾過された加圧環境に閉じ込めることなく粒子要件を満たすことができる、機械的に実行可能な唯一の切断方法です。
粉塵の発生が減少すると、ブレードと機械の寿命も長くなります。機械から効率的に除去されなかった切削粉は、軸受面、リニアガイド、ブレードホルダーに蓄積し、摩耗を促進し、時間の経過とともに位置決め精度が悪化する原因となります。クリーンな材料を使用するシャーカットマシンでは、内部汚染が少なくなり、メンテナンスの頻度が減り、精密部品の交換間隔が長くなります。
シャータイプのエアカッタースリッティングマシンは、連続高速ウェブ処理のために設計されています。このカテゴリの最新のマシンは、次の範囲の Web 速度で動作します。 より重いラミネートの場合は 200 m/分、薄膜用途の場合は最大 800 m/分以上 、材料、スリット幅、および巻き張力の要件に応じて異なります。ダイカットや穿孔構成のように断続的に切断力がかかるのではなく、逆回転ブレードによって切断力が連続的に加えられるため、ロータリーシャー切断動作はウェブ速度の増加に合わせてスムーズに調整されます。速度を制限したり、高速での動的バランスを必要としたりするような機械的衝撃イベントはありません。
重要なのは、ブレードの接触を維持する空気圧による横の力はウェブの速度とは無関係であるということです。これは、ウェブが切断ゾーンを通過する速度に関係なく、エアシリンダーによって加えられる静的な力です。これは、張力とトラッキングが正しく制御されていれば、100 m/min で生成されるエッジ品質は 600 m/min で生成されるエッジ品質と本質的に同じであることを意味します。対照的に、スコアカットおよびクラッシュカット方法では、ウェブの速度が増加するにつれて切断点での圧縮力と摩擦力学が変化するため、速度に依存したエッジ品質の変化が見られることがよくあります。
シャータイプエアカッター構成の商業的に最も重要な利点の 1 つは、ブレードの形状、サイドフォース、オーバーラップ、およびウェブの張力を調整することによって、同じ機械プラットフォーム上で真に広範囲の材料を処理できることです。以下の表は、一般的な材料カテゴリと、それぞれにどのようにせん断スリットパラメータが適用されるかをまとめたものです。
| 材質の種類 | 一般的な厚さ | 主要なパラメータの調整 | エッジ品質の結果 |
|---|---|---|---|
| PET/BOPPフィルム | 12~50μm | 低いサイドフォース、最小限のオーバーラップ | 清潔、ホコリがなく、カールがない |
| アルミ箔 | 6~100μm | 鋭いブレード角度、制御されたオーバーラップ | バリがなく、割れがありません |
| フレキシブルラミネート(包装) | 60~250μm | 中程度のサイドフォース、一致したブレードクリアランス | エッジ部分の剥離なし |
| 不織布 | 30~300gsm | 高いサイドフォース、頻繁な刃研ぎ | 繊維をきれいにカットし、ほつれを最小限に抑えます |
| コート紙・剥離紙 | 60~200gsm | 適度な重なり、静電気防止対策 | 滑らかなエッジ、コーティングの破損なし |
この適応性は、共有装置で複数の製品ラインを処理するコンバータにとって重要な経済的利点となります。シングルシャータイプのエアカッタースリッター機は、ブレードの形状を変更し、空気圧設定を調整することにより、1 回のシフト内でフォイル、フィルム、ラミネート、不織布の実行間で再構成でき、調整が難しい切断技術では必要となる材料ファミリーごとの専用機械の必要性がなくなりました。
ブレードの寿命は、大量のスリッティング作業において重要な運用コストの変動要因となります。せん断タイプのブレード - 通常は以下から製造されます。 高速度鋼 (HSS)、炭化タングステン、またはセラミックコーティングされた工具鋼 — せん断動作によって切削応力が単一のスコア点に集中するのではなく、ブレードエッジの全周に沿って分散されるため、スコアカットまたはクラッシュカット工具よりも摩耗が緩やかです。ウェブの移動中にブレードが回転すると、エッジのさまざまな部分が順番に材料に接触し、静止したスコアリングナイフで発生するような局所的な摩耗平坦部が形成されるのではなく、ブレードの周囲に摩耗が均等に広がります。
空気圧サイド フォース システムは、微妙ですが重要な方法でブレードの寿命に貢献します。オペレータが必要な切断品質を達成するために必要な最小のサイド フォースを設定できるようにすることで、認識されるエッジ品質の問題を補うためにオペレータが最適な設定を超えてブレード ホルダーを手動で締め付けるときに、ブレードを急速に鈍くする過剰な力を防止します。制御された再現可能な空気圧により、ブレードが正しい噛み合いレベルで一貫して動作し、再研磨または交換サイクルの間隔が最大化されます。
鋭利な回転刃が使用されるため、スリッティング作業におけるオペレーターの安全性は常に懸念されています。エアカッタースリッティングマシンの空気圧係合システムは、セットアップまたは調整中にオペレーターがハンドツールをブレードゾーンに到達させる必要がある機械的に作動するブレードホルダーと比較して、安全性を大幅に向上させます。空気圧作動により、オペレータがブレードアセンブリに接触する前に、パネルコントロールを使用してブレードを切断位置から完全に外すことができます。多くの機械設計には、ガードが開いたとき、または緊急停止回路が作動したときにすべてのブレード ステーションを自動的に解除する安全インターロックがさらに組み込まれています。
ウェブドライブを停止せずにブレードを即座に解除できる機能も運用上価値があります。ウェブのスプライス、欠陥パッチ、または異物がスリッティング ステーションに近づいた場合、オペレーターはブレードの係合を一時的に解除して、異常が刃先に接触することなく通過できるようにすることで、ブレードの損傷を防ぎ、機械の完全な停止と再スレッドのサイクルが必要となるウェブの破損を回避します。この機能は、マシンの停止と再起動が生産性の大幅なコストにつながる高速操作で特に価値があります。
シャータイプのエアカッタースリッティングマシンは、以下の運用シナリオにおいて最も説得力のある利点の組み合わせを提供します。
これらすべてのシナリオにわたって、シャー タイプ エア カッター スリッティング マシンは、精密な空気圧制御、クリーンなシャーリング アクション、迅速なセットアップ、幅広い材料互換性の組み合わせによって、要求の厳しい加工用途に利用できる最も技術的に整ったスリッティング プラットフォームとしての地位を確立しています。













